
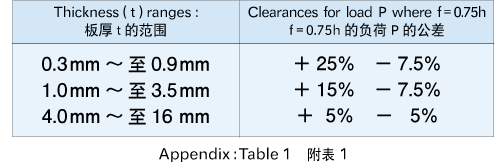
相对于计算值的实际负荷公差如附表1所示。板厚小于1mm碟簧的负荷公差比板厚大于1mm的公差要大。
 静负荷使用时
静负荷使用时
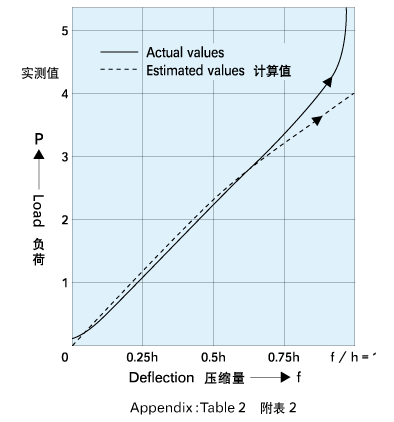
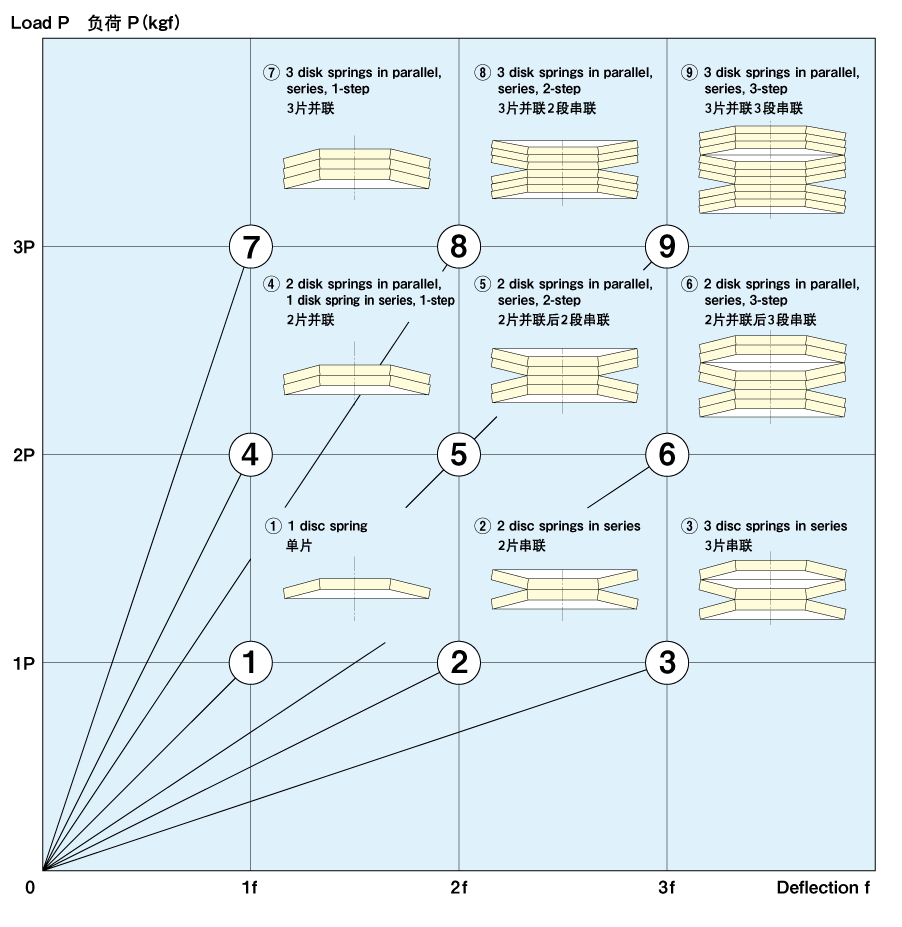
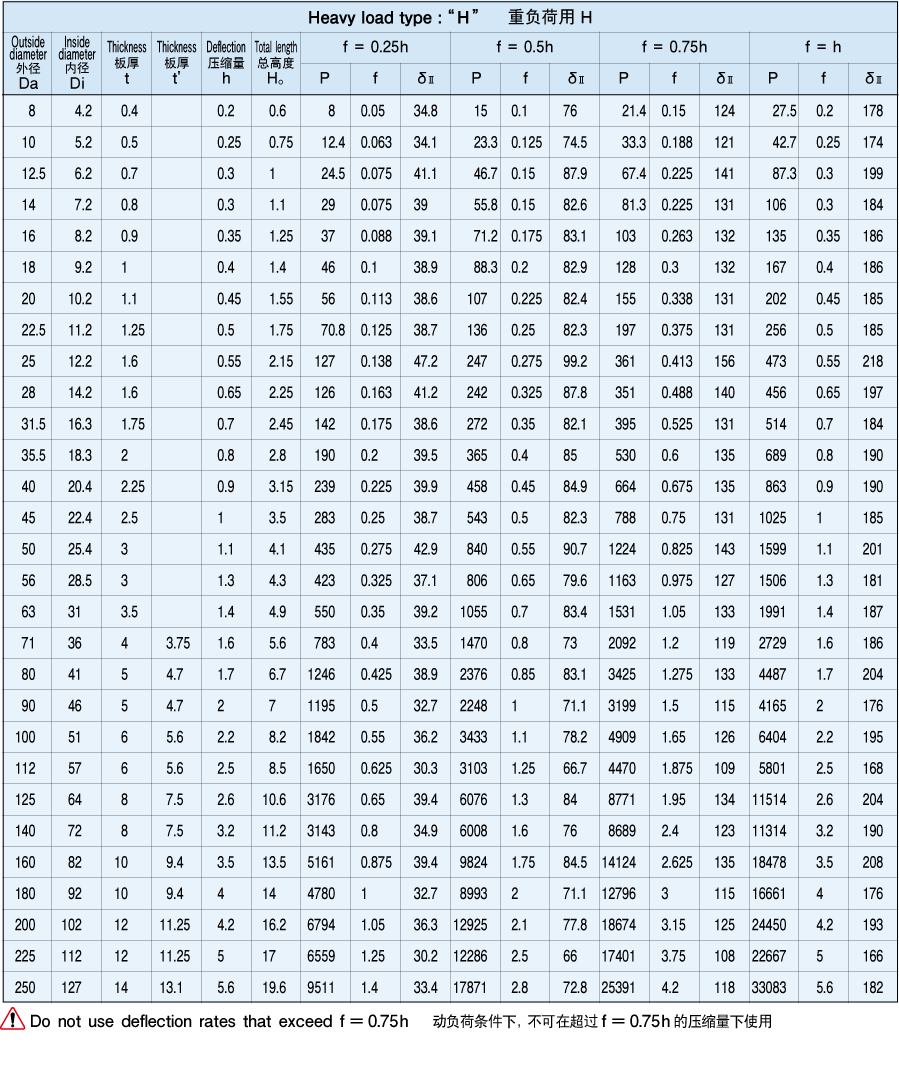
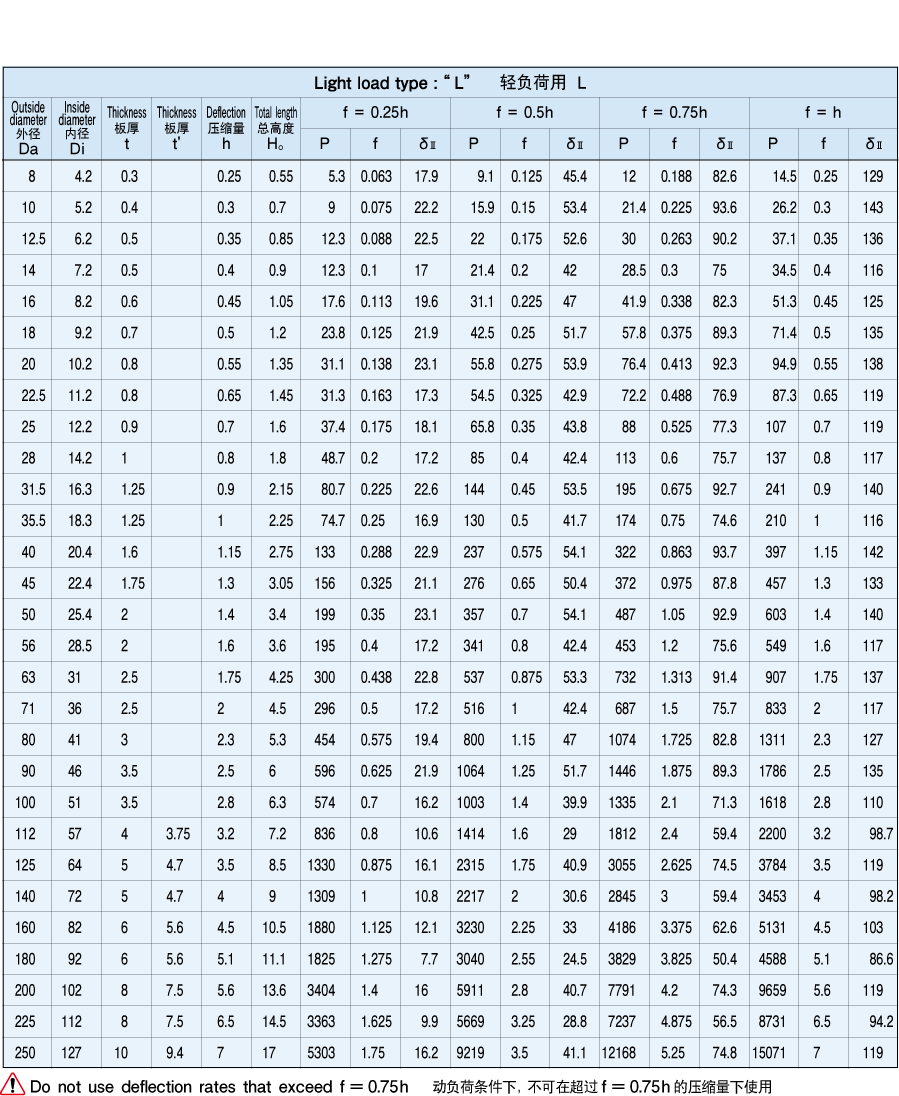
该规格表中所记载的碟簧在负荷不变的使用条件下,变形量f可以使用到h。负荷特性如附表2所示,当使用变形量f小于0.75h时,负荷与变形量成比例,且与计算值很相近。当使用变形量f从0.75h到接近h时,实际负荷逐渐严重偏离计算值,为上升曲线。
动负荷使用时
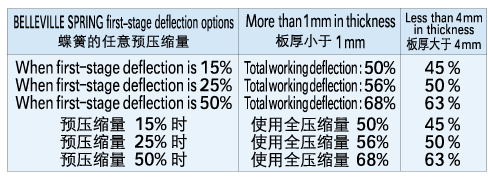
相对于静负荷,在动负荷条件下使用时,寿命是个很大的问题。破损、疲劳寿命不仅在很大程度上受材料、热处理、加工方法的左右,而且因应力振幅范围内的循环次数的不同而产生差异。动负荷的最大许用变形量f限定小于0.75h,而且为使碟簧内径的上端部在承受最大压缩应力时所产生微小移动能够稳定,初期变形量f最少应在0.15h以上,即必须施加60Kg/mm2的预压。施加预压的目的在于保证负荷的稳定性和防止内径上端部产生裂纹。例如,限定压缩量的使用范围,200万次循环寿命时的估算使用压缩量如下表所示。板厚在1mm至4mm之间时,使用全压缩量可按下表的中间值估算。要求循环次数10万次以下的寿命时,板厚小于1mm的碟簧其全压缩量可加12%,板厚大于4mm时,全压缩量可加6%。
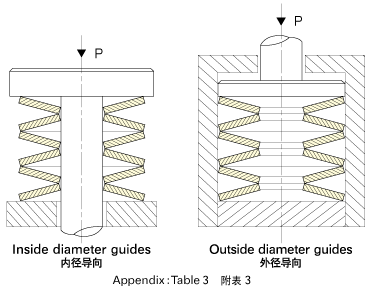
碟簧重叠使用时,需通过导向以防止横向滑动。在实际使用中,碟簧和导向之间会产生摩擦力,计算负荷时需要考虑摩擦力,需将碟簧负荷偏低估算。如图3所示导向方法有内径导向和外径导向,根据设计条件可任意选择导向方式。一般情况下使用内径导向的较多,而且导向稳定性好。对于重负荷使用条件,希望对导向棒进行表面热处理使其硬度达HRC45-55,并希望对表面进行磨削加工。如果在碟簧表面上涂上二硫化钼黄油作为润滑剂,则可以使摩擦力大为降低。
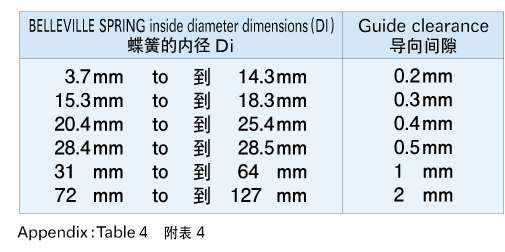
碟簧从自由状态下变形时,内外径的尺寸会发生微小的变化。因此必须留有导向间隙。导向间隙以碟簧的内径为基准如附表4所示。

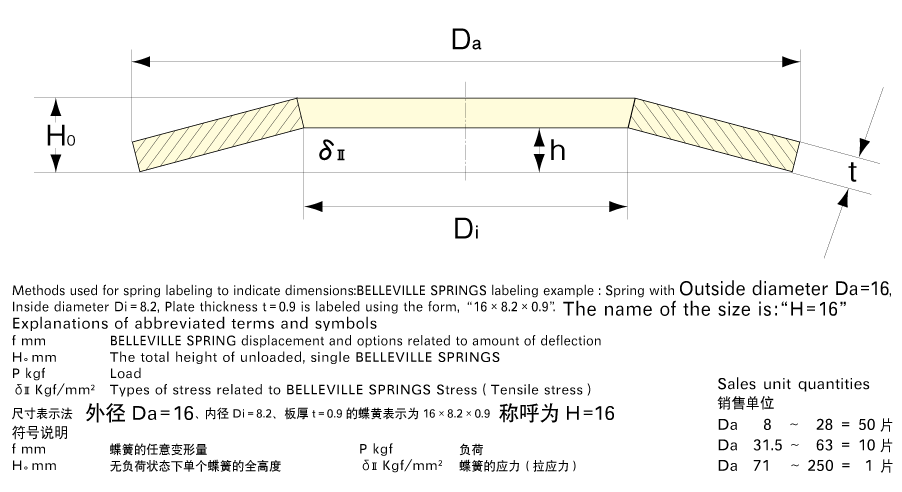
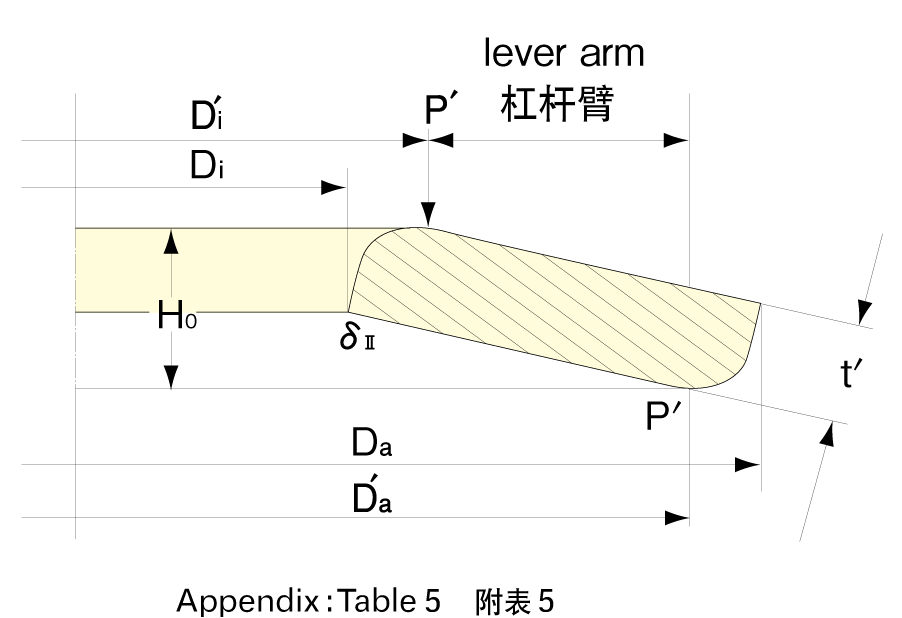
如附图5所示,板厚大于4mm的碟簧,内外接触面处有倒角,板厚用t´表示。为此并联重叠使用时,包括板厚在内的全长L。可按以下公式计算,n为重叠片数。全长L。=H。+ (n - 1)t´ 在动负荷条件下使用时,预压缩量至少要0.15h~0.20h。并建议在0.75h以内的范围使用。
|
|
碟形弹簧 |



